مقالات علمی مرتبط
مقالات علمی مرتبط انواع فریز درایر آزمایشگاهی ،صنعتی و آشنایی با علم freeze drying (فریز درایینگ)
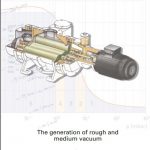
می دانیم که برای انجام تصعید در یخ می بایستی فشار را کاهش داد تا مستقیما یخ را به بخار تبدیل کرد. پس وجود خلاء لازمه خشک کردن محصولات لیوفیلیزه است. در دستگاه فریز درایر، کاهش فشار به کمک پمپ وکیوم صورت می گیرد و در واقع خشک کردن از زمان فعال کردن پمپ های خلاء و کاهش فشار آغاز می شود. لذا بایستی بدانیم که مرحله انجماد که در فشار اتمسفریک و در داخل فریز درایر انجام می شود، بخشی از روند لیوفیلیزاسیون هست اما جزئی از خشک شدن نیست ، بنابراین قبل از ایجاد وکیوم می بایستی محصولات به طور کامل منجمد شده باشند که پس از کاهش فشار ساختار محصول حفظ شود. همچنین بایستی دمای کندانسور که کار آن چگالش بخار است در حین وکیوم حداقل 50- درجه سانتی گراد باشد که این چگالش بر روی کویل های سرد آن صورت پذیرد و پمپ های وکیوم را از ورود رطوبت ناشی از تصعید حفاظت نماید. غالبا توصیه شرکت های سازنده پمپ های وکیوم این است که حداقل پانزده دقیقه قبل از اجرای وکیوم این پمپ ها فعال شوند و سپس ارتباط آن ها با درون سیستم جهت اجرای خلاء برقرار شود. تصور اشتباهی وجود دارد که اگر شیر ورود هوا به پمپ وکیوم بسته باشد و پمپ فعال شود، باعث آسیب به پمپ می شود. در واقع این پمپ ها حجم جابجایی مثبت ندارند و اگر مکش بسته باشد هیچ فشاری به پمپ وارد نخواهد شد.
انجماد می تواند تاثیری زیادی در کاهش کیفیت محصول ایجاد نماید ، خصوصا در مواد بیولوژیک مانند واکسن های باکتریایی ، یا ویروسی به طورکل انجماد باعث آسیب به سلول می شود و لذا بایستی بسته به نوع محصول بهترین روش فریزینگ را انجام داد.
در محصولات غیر بیولوژیک یا محصولاتی مانند مواد غذایی و میوه جات سرعت های مختلف از انجماد یا شیب های حرارتی اثر کمتری در کیفیت این محصولات دارد و روش های انجماد از اهمیت کمتری نیز برخوردار است.
انجماد سریع و آهسته
اولین قدم در فریز درایینگ (freeze drying) این است که آبی که در محصول است را به یخ تبدیل کنیم و کریستال هایی از یخ ایجاد کنیم. این شکل گیری به عواملی مانند درصد و نوع مواد تشکیل دهنده محصول و همچنین سرعت و نرخ فریزینگ بستگی دارد.
در روش انجماد آهسته غالبا دمای شلف های فریز درایر از دمای محیط به سمت دمای انجماد حرکت می کند و به طور یکنواخت دمای داخل چمبر و محصولات داخل آنم با نرخی نسبتا ملایم به نقطه انجماد کامل می رسند. این سرعت از انجماد تا حدود زیادی به قدرت سرمایشی دستگاه فریز درایر بستگی دارد. در این روش مولکول های آب این فرصت را دارند تا با مولکول های هم جوار خود پیوند های زیاد و محکمی را ایجاد نمایند. در نتیجه حجم های بزرگی از یخ در محصول را ایجاد می نمایند که وجود این مکعب از یخ معایب و مزایایی دارد که در ادامه به آن اشاره شده است.
وجود مکعبات بزرگ از یخ به عنوان یک کانال و روزنه با قطری بزرگ عمل کرده ، به نحوی که با تبدیل شدن مکعبات یخ به بخار حاصل از تصعید فضای خالی و مناسبی ایجاد می شود که این فضای خالی برای عبور گازهای حاصل از تصعید در لایه های پایین بسیار خوب عمل می نماید. تخلیه گازهای حاصل از تصعید با سرعت بیشتری انجام می شود و نهایتا خشک کردن اولیه با سرعت بالا انجام می پذیرد. می دانیم که خشک کردن اولیه زمان زیادی از کل پروسه خشک شدن را به خود اختصاص می دهد و با این روش از فریزینگ می توان تا حدودی زمان را در پروسه لیوفیلیزاسیون کاهش داد.
یکی از اشکالات فریزینگ به روش آهسته این است که باعث کیفیت بیشتر فرآورده، خصوصا در محصولات بیولوژیک می شود. در واقع این نوع فریزینگ به جداره سلول یا بافت محصول آسیب وارد می کند که این آسیب ناشی از حرکت های مکانیکال در حین انجماد و انبساط آب در حین یخ زدن با روندی کند شروع و نهایتا به اتمام می رسد که به دلیل طولانی بودن آن آسیب بیشتری نیز به جداره داخلی و خارجی سلول و بافت محصول وارد می نماید.
در روش انجماد سریع محصول به سرعت منجمد شده که این کار را به دو صورت انجام می دهند. در روش اول محصول را با ازت مایع به سرعت منجمد کرده و سپس وارد فریز درایر می کنند. در روش دوم قبل از بارگذاری دمای شلف های داخل چمبر را تا حد ممکن (حدود 25- سانتی گراد و حتی منفی تر) کاهش می دهند و سپس اقدام به بارگذاری می نمایند ، بنابراین انجماد به سرعت در فرآورده انجام می پذیرد. در این روش نبایستی فراموش کنیم که اگر ارتفاع محصول در داخل ویال زیاد باشد ممکن است نتیجه معکوس داشته باشد. تشریح آن نیز به این ترتیب است که قسمتهای تحتانی محصول در داخل ویال به دلیل مجاورت با ته ویال و نرخ بسیار بالای انتقال حرارت سریع تر از سطوح بالاتر وارد ناحیه انجماد می شود و به این ترتیب قسمت پایین محصول یخ زده و مانند یک عایق عمل می کند و همچنین می دانیم که وقتی مایعی به یخ تبدیل می شود با افزایش دما همراه است، لذا حرارت قسمت یخ زده از پایین به بالای مایع منتقل می شود و انرژی آزاد شده در حین انجماد جذب قسمت مایع می شود پس در عمل محصول دیرتر یخ می زند و در واقع محصول از دو نوع یخ مختلف شکل خواهد گرفت. لازم است این مساله با توجه به دمای شلف و حجم محصول آزمایش شود و مناسب ترین دما طراحی شود تا از چنین حالتی نامطلوبی در انجماد جلوگیری شود. یکی دیگر از اشکالات روش دوم یعنی سرد کردن شلف ها قبل از بارگذاری این است که با بازکردن درب فریز درایر رطوبت محیط سریعا جذب شلف ها می شود و برفک زیادی بر روی آنها شکل می گیرد. این لایه می تواند به عنوان یک عایق عمل و فرایند انجماد را به صورتی نامطلوب تحت تاثیر خود قرار دهد.
دیگر اشکال وجود برفک این است که در زمان خشک کردن اولیه بار زیادی به کندانسر یا همان تله بخار وارد می نماید که در نهایت قطعه قطوری از یخ را بر روی کویل ها ایجاد می نماید و نکته آخر این است که پمپ های وکیوم می بایستی این مقدار برفک ایجاد شده بر روی شلف ها را به بخار تبدیل کنند که همه این موارد باری اضافه بر روی فریز درایر است . در برخی از فریز درایر ها مانند فریز درایر های آزمایشگاهی و فریز درایر های صنعتی که امروزه به مکانیزم پیتزل دور مجهز هستند ، این مشکل تا حدود زیادی رفع شده و احتمال ورود رطوبت به داخل چمبر و جذب آن بر روی شلف ها را کاهش داده است. در واقع پیتزل دور به نحوی عمل می کند که یک دریچه کوچک بر روی درب اصلی تعبیه شده که با حرکت آن به سمت بالا صرفا به اندازه ورود سینی حامل محصول امکان بارگذاری و ورود سینی را به داخل چمبر فراهم می کند و مجددا به سمت پایین حرکت کرده و ارتباط داخل چمبر به بیرون را محدود می نماید.
برای تهیه گرانول ها و یا ذرات ریز، توسط اسپری کردن مایعات و قرار دادن آن در مجاورت یک عامل گازی شکل داغ
پیش انجماد مواد داخل ظروف فلاسک قبل از شروع لیوفیلیزه کردن.. دمای انجماد در این دستگاه تا 40- درجه سانتیگراد
شامل ترکیبی از گرما ، خلاء و نیروی گریز از مرکز برای تبخیر نمونه ها